机床尺寸4200*4000
供电电压220V/50HZ/20A
切割精度±0.05
切割缝隙0.45mm,0.71mm,1.05mm…
切割板材厚度6-25mm
激光刀模切割机维护须知
激光刀模切割机维护须知:
1、每天开机关机之前检查镜片是否干净,脏的话及时擦掉.(酒精要求用95%以上的医用酒精,棉签要求使用质量好的,以免刮坏镜片)
2、每天关机之前把直线导轨和滚珠丝杆用抹布檫干净,打上保养油.
3、每天开机之前把空压机和净化器里的水放掉.
4、 保证循环水适度的水温、水质干静无杂物,冷水机10天换一次水.
5、切割时一定要打开抽风机和空压机,以免污染镜片和聚焦镜。
6、严禁不接地机器开机工作,机器所有部分接地必须完全可靠,以防静电伤人。
7、每次开机后必须检查冷水系统是否正常,如不出水严禁开机工作。
8、激光机设备附近严禁放置易燃、易爆物品。 在机器工作过程中,操作员禁止擅自离开,以免出现不必要的损失。
9、非人员严禁擅自拆开机器,以免发生事故。
10、禁止在电压不稳时开机,否则必须使用稳压器。
11、 在机器工作过程中,操作员必需随时观察机器工作情况(如:机器出现异常声音、循环水的水温等等)。

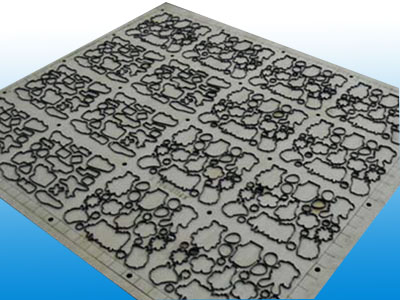
激光刀模机操作介绍
激光刀模机广泛应用于印刷和包装行业、模切板加工行业、塑料板、**玻璃加工等行业,激光刀模机运行的重点是什么?下面和小化妆品一起看。
激光模切机安全操作要点:
1. 起动后,手动在低速X、Y方向启动机器,检查是否有异常情况。
2. 在输入新的工件程序后,先要进行试点操作,并检查其操作。
3、根据良好的劳动保护用品的规定,在附近的激光束必须按照防护眼镜的规定磨损。
4. 培训操作人员熟悉设备的结构和性能,掌握操作系统的相关知识。
5. 设备运行时,操作员不得擅自离开岗位或等待管理。如果真的需要离开,操作员应该停止机器或切断电源。
6、遵守一般激光切割机安全操作规程。严格按照激光启动程序启动激光。
7. 不要在不知道是否可以用激光照射或加热的情况下处理材料,以避免烟雾和蒸汽的潜在危险。
8. 如在加工过程中发现异常,应立即停机,并及时向主管报告。
9. 保持激光器、床和周围部位清洁、有序、无油。
10. 工作时,注意机器的操作,避免切割机**出有效行程或两机碰撞的范围。
11. 把灭火器放在容易到达的地方;不工作时关闭激光或快门;切勿将纸张、布或其他易燃材料放置在未受保护的激光束附近。
12. 维护过程中应遵守高压安全规程。每运行40小时或每周维护一次,每运行1000小时或每6个月维护一次,遵守规定和程序。
13. 使用气瓶时,避免压碎焊丝,避免泄漏事故。钢瓶的使用和运输应符合钢瓶检验规定。不要把钢瓶暴露在阳光下或靠近热源。打开瓶阀时,操作人员必须站在瓶口侧面。
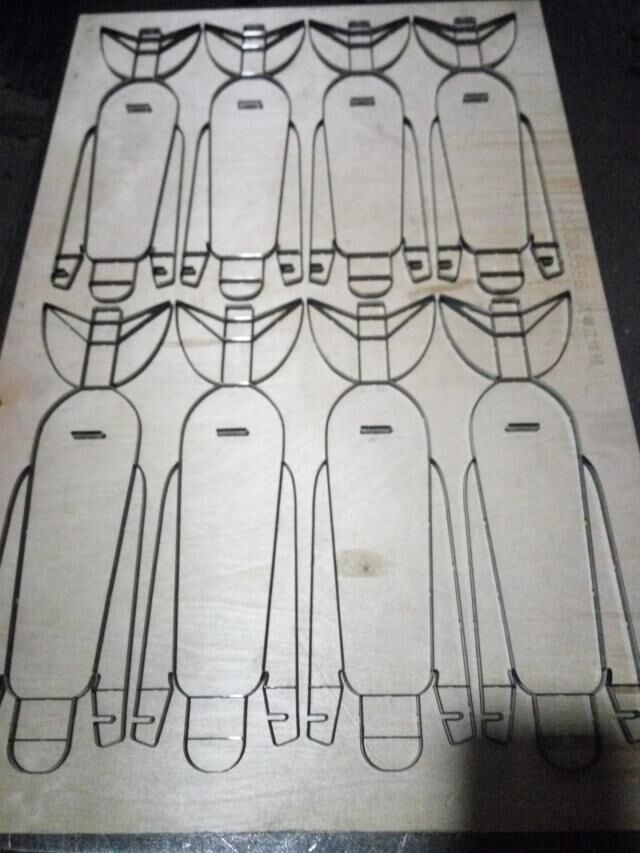
怎样选购好的激光刀模机切割
激光刀模现在得到了越来越广泛的应用。因此,市面上做激光刀模设备的厂家也是很多,客户的选择性也是很大的。那么如何选购一套合适的,性价比高的激光刀模设备呢?要从以下几点考虑:
一、光刀模机在国内经过十几年的发展技术方面已经非常成熟了,现在市面上主要有两种类型的机器:
1、封离式玻璃管激光刀模机,功率主要有400W,600W两种,可以切割木板,**玻璃,铁板,不锈钢等材料,设备价格和使用成本也很低,切割速度可以满足大多数中小刀模厂的需求,所以在激光刀模行业里应用为广泛。
2、轴快流二氧化碳激光刀模机,激光功率一般在1000W以上,激光器需要烧激光混合气体,优点是切割速度快,精度高,稳定性较好,但是价格较贵,使用费用高,适合有一定业务量支撑的激光刀模厂使用。
二、如何选择合适的机器主要看刀模厂所在区域市场的订单量和发展潜力来选择,一般来说如果估计短期内月均营业额能达到十万元以上的话,建议购买1000W以上的激光刀模机。如果业务量没有那么大,每月只有几万块钱的话,那建议就选择400W或者600W的激光刀模机就够用了,这样刀模厂人员也不需要很多,两三个人就可以了。 三、选择激光刀模机也要看厂家的实力和人员配备。这样既能保证设备的质量,也能保证以后设备的服务跟得上。所以设备厂商的实力很重要,其次才是价格的问题。
四、买刀模设备前可以找设备厂商的使用客户了解情况,这样了解的才是真实的。了解设备厂商的产品口碑好不好,售后服务质量高不高。

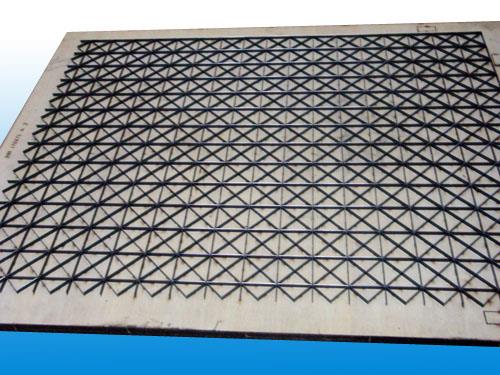
二氧化碳激光刀模切割机工作原理
(1)汽化切割。在激化切割过程中,材料的表面温度迅速升高到沸点温度,避免了由热传导引起的熔化,因此一些材料蒸发成蒸汽,一些材料用作流出物。从狭缝的底部。溪流吹走了。在这种情况下需要非常高的激光功率。为了防止材料蒸汽冷凝到狭缝壁上,材料的厚度不得**过激光束的直径。因此,该处理仅适用于需要避免排除熔融材料的应用。该加工实际上仅用于铁基合金的小型应用领域。
二氧化碳激光刀模机
(2)熔融切割。
在激光熔融切割中,工件部分熔化,熔融材料通过气流喷射。由于材料的转移仅在其液态下发生,因此该过程称为激光熔融切割。激光束与高纯度惰性切割气体相匹配,使熔融材料离开切口,气体本身不参与切割。激光熔融切割可以比气化切割产生更高的切割速度。气化所需的能量通常**熔化材料所需的能量。在激光熔融切割中,激光束仅被部分吸收。在恒定激光功率的情况下,限制因素是切口处的空气压力和材料的导热率。激光熔体切割为铁材料和钛金属提供无氧化物切割。
通过施加由激光聚焦产生的高功率密度能量来实现激光切割。在计算机的控制下,激光通过脉冲放电,从而输出受控的重复高频脉冲激光,形成一定频率和一定脉冲宽度的光束,脉冲激光束通过光学传输和反射路径和聚焦镜头组聚焦。在被处理物体的表面上,形成细微的 高能量密度点,并且焦点位于待处理表面附近,以在瞬间高温下熔化或蒸发待处理的材料。每个高能激光脉冲立即溅射物体表面的一个小孔。在计算机控制下,激光加工头和待加工材料根据预先绘制的图案相对于彼此连续移动,从而将对象加工成您想要的形状。
http://bleozb.b2b168.com