折弯精度±0.03mm
电源要求380V,50/60Hz(标配)
折弯材料厚度0.53mm ,0.71mm ,1.05mm,1.42mm
整机功率1.3KW
机器尺寸2700×1050×1350mm
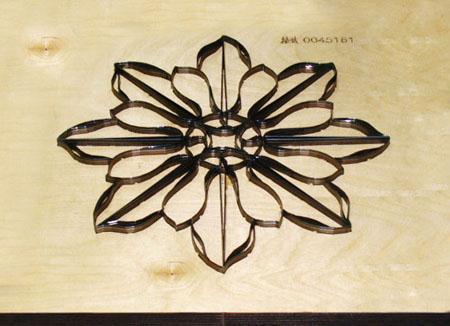
激光刀模的生产制作过程
这几年激光刀模的发展非常迅猛,导致激光刀模切割机和全自动电脑弯刀机的价格每年下降,刀模的价格也是一年比一年低。
激光刀模主要利用激光的强能量性对刀模板进行高深度烧蚀,从而达到安装切割刀的目的。目前的激光刀模机可以切割不同的缝隙,满足不同的生产工艺。这种刀模加工工艺与传统的加工工艺相比:(1)设计简单。传统加工是在刀模板上用铅笔或圆珠笔进行绘制,用手工据床进行切割;而使用了激光刀模机后,设计就可以直接在计算机上进行,不需要任何描绘。(2)误差小。在传统制作中,刀模板是通过锯床锯的,在移动的过程中就会形成错位而产生误差;而激光刀模机是全自动运行,不需要人工干预的。(3)工作效率高。传统加工方式受场地设备的影响而加工速度慢;而激光刀模机是大幅面、非接触式的,可以全程运行。所以,对于激光刀模切割机的应用可以明显加速的发展,提高经济效益。
激光刀模机的工作流程是: 先在AUTCAD或CORE LDRAW里将需要制作的刀模图设计好,再存储为相应的图形格式,如DX F、AI格式。再将设计好的图纸导入到激光机和弯刀机的加工软件里面。直接可以加工。
目前激光刀模主要用于:纸张彩盒,电子产品,光电产品,吸塑产品等等,刀模说简单了就是把刀装在木板上,做出想要的形状,进行切割的产品

激光刀模机是近几年才发展起来的设备,该设备主要利用激光的强能量性对刀模板进行高深度烧蚀,从而达到安装切割刀的目的。这种刀模加工工艺与传统的加工工艺相比:(1)设计简单。传统加工是在刀模板上用铅笔或圆珠笔进行绘制,而后进行刀模切割;而使用了激光刀模机后,设计就可以直接在计算机上进行,不需要任何描绘。(2)误差小。在传统制作中,刀模板是通过锯床锯的,在移动的过程中就会形成错位而产生误差;而激光刀模机是全自动运行,不需要人工干预的。(3)工作效率高。传统加工方式受场地设备的影响而加工速度慢;而激光刀模机是大幅面、非接触式的,可以全程运行。所以,对于激光刀模切割机的应用可以明显加速企业的发展,进步经济效益。在印刷行要应用于纸箱模型的切割、裁剪等。

深圳市特思德激光设备有限公司是一家从事激光刀模机,激光刀模切割机,自动电脑弯刀机等激光刀模设备研发、生产、销售和服务的。公司广纳激光技术人才,紧跟国际*激光技术,并与德国、美国、英国等世界着名激光配件供应商紧密合作,研制生产出的激光切割设备光束质量好、性能稳定,多项技术已处于国内地位。 特思德激光刀模设备**越南、孟加拉、印度、斯里兰卡、马亚西亚、菲律宾、印度尼西亚、乌克兰、土耳其、罗马尼亚、黎巴嫩、埃及、南非、科威特、阿联酋、沙特阿拉伯、巴西、哥伦比亚等国家。且在国内设有3个办事处(江苏无锡市、浙江杭州市、河北廊坊市),方便国内客户维护。特思德以技术创新为前提,不断完善产品品质,为您提供的激光刀模制作设备。 特思德激光把“以客户需要为本”作为公司永恒的经营理念,不断发掘,拓展激光技术的应用潜力和应用行业。“以人为本,诚信至上”一直是特思德的发展理念,我们采用人性化的现代管理模式,让员工参与入股,全体同仁自由发挥各自的才能,培养了批富有**技术水平,充满朝气与活力的员工并一直努力致力于打造“特思德激光”激光刀模设备行业! 创造价值,客户的成功就是特思德的成功!
怎样管理好一个模切车间:模切车间的设备投入资金和管理复杂程度仅次于印刷车间,质量控制也相对容易一些。对于纸盒包装印刷企业模切车间的管理,我们需要做好4个方面的工作:把控模切质量、提高模切效率、杜绝事故的发生、培训和管理操作人员。如何把控模切质量:
1.做好4道检验
(1)互检。即对上道工序交接下来的待模切产品进行检查确认,只有检查合格,才能开始模切加工。
(2)件检验。即对校版后正式生产的张产品,按照模切工序的检验标准进行全面检查,并由品管人员和车间生产管理人员确认签样。
(3)巡检。即在生产过程中,由专职品管人员和车间管理人员对产品进行抽样检验,若发现异常,应及时纠正和改善。
(4)自检。即一般每次模切200张左右后,操作人员就要对模切产品进行一次全面的检查,若发现异常,应及时纠正和改善。
2.注意6项控制要点
(1)检查确认模切刀版是否安装正确,以及各种刀线和压痕线是否准确。
(2)检查模切压力是否准确,避免因模切压力不均而产生模切不透、爆线等质量问题。
(3)检查模切规格是否准确,在此项检查中,一定要结合后工序的成型规格来检查。例如,对于后工序为糊盒的模切产品,一定要将模切好的产品粘盒成型,以此来检查模切规格是否准确;对于后工序为精品盒制作的模切产品,一定要将模切面纸与还未贴覆面纸的精品盒进行比对,以此来检查模切面纸各部位的搭边和配合是否合理;如果一套产品由多个部件构成,一定要对所有部件进行配套检查,绝不能只是孤立地检查某个部件的规格。
(4)考虑是否有利于后工序的生产。例如,竖瓦楞盒能否在全自动糊盒机上顺利生产,80%的因素取决于模切质量,可见,模切质量对后工序生产效率的影响非常大。
(5)检查多款同规格产品合拼的产品(如卡牌等)模切质量时,一定要做好模切后防混款的工作。
(6)检查模切机的模切钢板是否平整,因为模切后产品边缘的毛边往往都是因模切钢板不平整(有很多细小的凹线)而造成的。
如何提高模切效率:
从模切速度来看,全自动模切机的模切速度一般为3000~7000张/小时,半自动模切机的模切速度一般为800~1200张/小时。
从校版时间来看,半自动模切机与全自动模切机的校版时间差不多。对技术熟练程度一般的机长来说,单模产品的校版时间一般为半小时左右,2~4模产品的校版时间一般为1小时左右,5~8模产品的校版时间一般为2小时左右,9~12模产品的校版时间一般为3小时左右,12模以上产品的校版时间一般为4小时左右。校版时间的长短还与机长的技术熟练程度有很大关系,对于同一款模切产品,一个技术非常熟练的机长可能只需花费1小时左右的校版时间,而一个操作不太熟练的机长可能需要花费2小时以上的校版时间。
由此可见,校版占用了模切工序的大部分时间,而模切速度一般在机器设计阶段就已经设定好了,不太可能再提高,因此要想提高模切效率,减少校版时间为有效。以下为我公司在减少校版时间方面的一些经验,供业内人士参考。
(1)校版前先检查好模切刀版,好固定专机和专人上机测试。
(2)对于需要长期翻单的长线产品,应提前备足底模,次模切后留好相应的底模,*二次模切时就能节省校版时间。
(3)分工合作,由一些技术非常熟练的人员从事校版或校版的工作,而由技术水平稍逊的人员负责模切操作。
效率和质量是相互影响的,因此,要想提高模切效率,必须控制好模切质量,降低异常问题的发生频率,减少异常问题的处理时间。
http://bleozb.b2b168.com