机床尺寸4200×4000mm(长×宽)
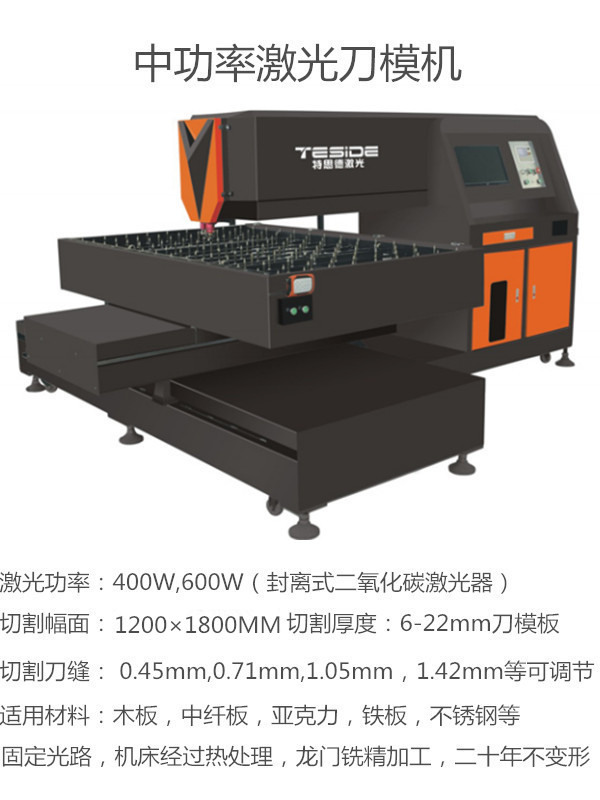
切割刀缝0.45mm,0.71mm,1.05mm…etc.可调控
切割速度30m/min
供电电压220V/50HZ/20A
切割精度±0.05mm/m
夏季气温较高,需注意要勤换冷却水,发现温度过高,需停机休息。冷却水;冬季气温较冷,机器在工作完之后,需注意要把激光管里面的冷却水放完,避免激光管被冻炸裂。

激光刀模切割机原理:的激光刀模切割机是近几年才发展起来的设备,原理是利用激光的强能量性对刀模板进行深度烧蚀,以到达装置切割刀的目标。激光刀模切割机的工作流程是:首先在AutoCAD或CorelDraw里将需要制作的激光刀模设计好,存储为相应的DXF、PLT等图形格式,将文件导入激光刀模切割机的数控软件,设置好相应的切割参数后开动设备就可以切割刀模板了。我们的优势:1、,免除中间渠道,大让利于客户,价格实惠2、免费送货上门、安装调试、培训操作、一年免费上门服务3、终生跟踪维护,定期检查保养,以检代修,替客户节省费用
4、拥有多年经验的海内外售后服务团队,协助客户解决问题
特思德不仅是激光刀模设备,更能教您激光刀模制板技术工艺,需要了解的朋友,敬请来电洽谈,谢谢

高矮峰与刀纹的选择
选择的模切刀时应注意根据所模切材料的厚薄而选择高峰刀及矮峰刀,高峰刀既可以切薄纸又可以切厚纸,既可以用在单张的自动模切机上,又可以用在同时模切二、三张纸的手摇模切机上,使用范围很广。
但如果用户的产品单一,而且都是薄卡纸,如烟包生产厂,长期模切低于400克厚度的烟盒,那么这里建议选用矮峰刀,因这些厂通常用自动模切机,单张纸模切,速度快,数量大,矮峰刀可满足。对于更长版更耐用的要求,因为矮峰刀的刀峰的刚度比高峰更高,所以承受压力更稳定,耐用性更持久。
另外选择的模切刀时应留意刀峰是横纹处理或是直纹处理,横纹处理的刀对于模切纸张效果更佳,更耐用,而稳定性及精度更高,受弯后亦不易开裂,而直纹处理的刀表面好像很锋利,模切时切在钢板面上,时间不长便很易钝口,同时受弯后也易于开裂,所以除了模切胶片产品时,选用直纹刀较为顺畅;模切纸质产品好是选用横纹处理的模切刀。

激光刀模机的丝杆导轨保养
导轨和丝杆直接决定激光刀模切割机的传动速度和精度,是设备中价格可替换的昂贵的机械部件,有效的保养不仅保证设备的精度和速度,同时可延长设备的使用寿命。如果不注意保养而损坏的话维修成本高,工程量也很大。
直线导轨、滚珠丝杆是激光刀模切割机核心部件。为了保证机器有较高的加工精度,要求其直线导轨、滚珠丝杆具有较高的导向精度和良好的运动平稳性。激光切割机在工作过程中会产生大量的腐蚀性粉尘和烟雾,这些烟雾和粉尘长期大量沉积于直线导轨、滚珠丝杆表面,对设备的加工精度有很大影响,并且会在直线导轨、滚珠丝杆表面形成蚀点,缩短设备使用寿命。为了让机器正常稳定工作,确保产品的加工质量,要认真做好导轨、直线轴的日常维护。
建议:每一个月清洁一次直线导轨、滚珠丝杆,关机操作。
需要材料:干净棉布、润滑油(直线导轨使用长城68#导轨油,滚珠丝杆使用长城润滑脂)
直线导轨的维护:用干净棉布擦拭直到光亮无尘,再加上少许润滑油(推荐使用长城68#导轨油,或采用缝纫机油替代),让激光切割机来回运行几次,让润滑油均匀分布即可。
直线导轨应注意以下事项:
1)保持导轨及其周围环境的清洁,即使肉眼看不见的灰尘进入导轨,也会增加导轨的磨损,振动和噪声。
2)导轨在使用安装时要认真仔细,不允许强力冲压,不允许用锤子直接敲击导轨。
3)导轨使用合适、准确的安装工具,尽量使用工具,以及尽量避免使用布类和短纤维之类的东西。
4)为了防止导轨的锈蚀,直接用手拿取导轨时,要充分洗去手上的汗液,并涂以矿物油后再进行操作,在雨季和夏季尤其要注意防锈。
5)因为直线导轨属于精密零件。因此在使用时要求相当地慎重,如果使用不当,不能达到预期的性能效果,而且容易使导轨损坏。不过在某种的操作条件下,导轨可以获得较长于传统计算的寿命。例如:直线导轨是在轻负荷的情况下使用,或当滚动面(轨道及滚动件)被润滑油膜有效地分隔以及防止污染物可能导致的导轨表面的破坏。
滚珠丝杆的维护:用干净棉布擦拭干净,在加上少许润滑油(推荐使用美孚、长城润滑脂)
电脑弯刀机丝杆的保养跟激光机的一样。丝杆导轨决定这设备的精度,保证了做出的产品的精度。我们一定要重视保养。
http://bleozb.b2b168.com